 Indirect films offer superior fine detail reproduction; sharp printing edges; uniform
stencil thickness; predictable standardized exposures; close control of
stencil thickness, hence ink deposit; fast and simple stencil production;
and easy stencil removal for efficient mesh recovery. All Ulano gelatin-based
Indirect Films are totally solvent resistant. The topcoat
on Ulano Indirect Films prevents tackiness underconditions of heat and high humidity.
Indirect films offer superior fine detail reproduction; sharp printing edges; uniform
stencil thickness; predictable standardized exposures; close control of
stencil thickness, hence ink deposit; fast and simple stencil production;
and easy stencil removal for efficient mesh recovery. All Ulano gelatin-based
Indirect Films are totally solvent resistant. The topcoat
on Ulano Indirect Films prevents tackiness underconditions of heat and high humidity.
Ulano Gelatin Indirect System Photographic Films provide the ultimate in stencil
resolution and definition. The film is exposed, developed in A + B solution
to harden the exposed aread, (except Ulanolux UP3 and Pulsar), washed out
and adhered to the mesh of a screen. After drying and blocking out, the transparent backing is removed.
 All
Indirect System Photographic Films consist of a light-sensitive emulsion
coated on a transparent base or backing sheet, with special adhesives.
All
Indirect System Photographic Films consist of a light-sensitive emulsion
coated on a transparent base or backing sheet, with special adhesives.
Indirect Films, (sometimes referred to as transfer films), are ideal
for applications involving shorter (2,000 - 4,000 impressions) printing runs,
fine details, and excellent definition; and for easy, reproducible, clean
stencil production.
EXPOSURE TIPS
Underexposed: Stencil will be thin (and look thin) resulting
in poor press endurance. Underexposing for resolution much finer than the
job you will print sacrifices durability.
Overexposed: Stencil will be thick (and look thick) resulting
in poor adhesion due to overhardening.
Benefits
- Press-ready stencils in as little as 30 minutes
- Stencil thickness, hence ink deposit, can be adjusted by exposure
- Superior solvent resistance
- Dimensional stability of backing material promotes excellent registration
- Humidity-protective topcoat layer guards against tackiness
under humid conditions
- Completely phthalate free
- Simple handling requirements
- No messy chemicals, no liquid emulsions
- No darkroom or soft-blanket vacuum frame required
- Presensitized
- Stencil can be examined before transfer to screen
- Excellent storage properties
- Fast, easy stencil removal
- Optical flatness of support layer promotes excellent definition for
line and halftone work.
* Longer rolls available upon request.
 Gelatin-Based
Photographic Films
Gelatin-Based
Photographic Films

Red gelatin indirect system photographic stencil film with wide processing latitude, excellent edge definition and high resolution. Suitable for a wide range of applications including graphics and electronics.
Resolution: 40 - 60 microns
 More Quasar R 100 Info
More Quasar R 100 Info
Ulanoprex®
Light blue gelatin coating on 2-mil optically
flat polyester backing. Fast exposing. Suitable for negative
printing and fine halftone work. This is our finest film.
Superb resolution (30 - 50 microns).
Super Prep®
Green coating on a 2-mil optically flat polyester backing.
Wide exposure latitude. Hides dust, tape marks and positive edges very well,
minimizing the need for touchups. Excellent adhesion to all synthetic meshs.
Not intended for high resolution applications, but suitable for general
graphics work. Resolution: 100 - 125 microns (4 - 5 mils).
SP213 40" X 300" 6 18 LBS.
SP302 44" X 150" 6 15 LBS.
SP313 44" X 300" 6 21 LBS.
Blue
Poly-2®
Blue, medium thickness emulsion on a 2-mil optically
flat polyester backing. Combines wide exposure latitude with excellent resolution.
Ideal for general screen printing work. Resolution: 75 - 100 microns (3
- 4 mils).
BP2202 40" X 150" 6 13 LBS.
Blue Poly-3®
A blue, medium thickness emulsion on a 3-mil optically
flat polyester backing. Same as Blue Poly-2, except for the thicker backing,
which affords additional dimensional stability and easier handling of large
stencils. Slightly less resolution than Blue Poly-2. Resolution: 87 - 112
microns (3.5 - 4.5 mils).
BP3202 40" X 150" 6 16 LBS.
BP3213 40" X 300" 6 24 LBS.
BP3302 44" X 150" 6 16 LBS.
BP3313 44" X 300" 6 26 LBS.
Red TI®
A dark red film with a thick emulsion on a 2-mil optically
flat polyester backing. Produces a thick stencil that adheres well to all
meshs, yet has extremely high resolution and definition and wide exposure
latitude. Thin topcoat for use with automatic developing machines. Ideal
for fine line and halftone work and a wide range of electronic printing
applications, especially solder mask.
Resolution: 50 - 75 microns (2 - 3 mils).
UPT 14213 42" X 300" 6 20 LBS.
UPTI 4231 42" X 600" 6 52 LBS.
Evaluating Light Sources
Fiat lux! (“Let there be light!”), one of the earliest proclamations
in the Book of Genesis, should be one of your first considerations in the creation
of photographic stencils. Light sources have three main attributes. Insofar
as a light source optimizes each attribute or not, it will produce stencils
ranging from superb to poor.
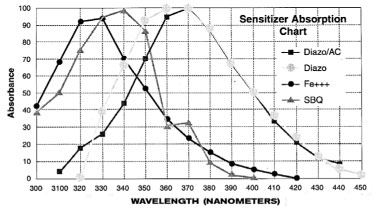
SPECTRAL OUTPUT
The wavelengths of light, or spectral output, of an exposure source should
match closely the spectral sensitivity of photo stencil materials. The closer
the match-up, the more efficient the light source, and the better it will “cure” or
cross-link the molecules of the stencil material, so that the stencil will
be more durable. The common sensitizers used in photo films and emulsions have
specific sensitivity ranges, as shown on the “Sensitizer Absorption Chart” (below).
It’s a common misconception that photographic stencil materials are “UV-sensitive.” In
fact, they are sensitive to light ranging from upper-ultra-violet through the
visible blue part of the spectrum. (That’s why yellow lights make good
safelights, because photo stencil materials don’t react to the longer
wavelengths of yellow.)
LIGHT INTENSITY
Photo stencil materials, even those comparatively fast ones formulated for
projection exposure, are not nearly as fast exposing or sensitive as camera
film. If photographic stencil materials were made that fast, they would be
virtually impossible to protect from “pre-exposure.” Thus, light
sources need the power, the intensity, to expose stencils in a reasonably productive
amount of time.
LIGHT GEOMETRY
Light geometry concerns the angle of incidence of light rays as they strike
the artwork and pass through its “clear” portions into the photo
stencil material. Light rays emitted from a small area or “point source”--at
a minimum distance of 1½ times the diagonal of the stencil--are more
nearly perpendicular as they meet the artwork and stencil (“Perpendicular
Light Incidence,” back page). This affords better transfer of image and
non-image information from the artwork into the photo stencil material.
By contrast, with a widely dispersed light source such as fluorescent tubes,
light rays enter the stencil material at oblique angles, quite literally angled
behind the dark edges of the artwork, reducing the fine detail or resolution
of the stencil (“Wide Angle Incidence”).
We categorize light sources according to how well they provide the three key
exposure attributes. The highest quality light sources are metal halide or
carbon arc. Mercury vapor and pulsed xenon are of medium quality. Quartz lamps,
fluorescent tubes. Grolites®, fotoflood bulbs, etc. have problematic deficiencies,
though they can be quite adequate for low resolution work, or in shops that
don’t need high stencil throughput.
 "Perpendicular" Light
Incidence
"Perpendicular" Light
Incidence
 Wide
Angle Incidence (fluorescent tube unit, top)
Wide
Angle Incidence (fluorescent tube unit, top)
All is not lost if you have a poor light source, but you will have to work
smart to compensate for it, and understand and accept the limitations imposed
by it. For help in making the most of your light source, contact Ulano Technical
Services, Brooklyn, at 1-800-221-0616. Fiat lux!
D-max, D-min, and De-lineation: Evaluating Artwork
By artwork, we mean any imaged media placed between a light source and photo-stencil film or emulsion during exposure. Most photographic stencils are contact exposed in a vacuum frame, so the dimensions of the artwork are the same as those of the stencil and the final print. Image setter-exposed silver film (right-reading photographic positives*), laser toner (usually on vellum), inkjet on inkjet film, thermal images, and knifecut masking film (Rubylith® brand)all
are commercial media used for contact exposure.**
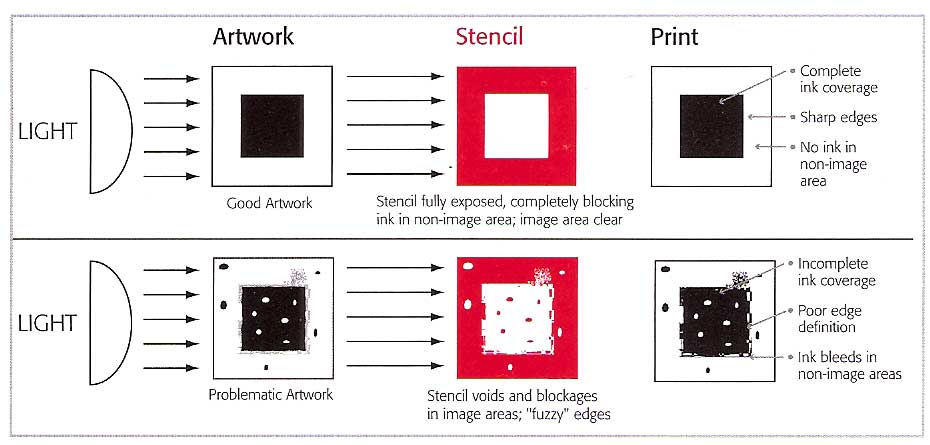
The essence of screen printing is a stencil that blocks the flow of ink
to non-image areas of the print and is open in image areas, allowing ink to flow freely through the fabric. The integrity of the stencil material and the uncompromised openness of the image areas are equally essential. In addition, there should be a clear demarcation between image and non-image areas. These attributes originate with the artwork.
Photo stencils can never be better than the artwork
used to generate them, nor can the final print be better than the stencil. If the dark areas of the artwork lack sufficient density*** to block light during exposure, or if they contain pinholes or thin spots, stencil material will harden in what should be the open, image areas of the stencil, and ink will not flow readily through the image areas of the stencil during printing. Similarly, if clear areas of the artwork are, at best, translucent rather than transparent, or contain artifacts such as dirt or dust, light energy will be filtered or blocked before it reaches the stencil material; non-image areas of the stencil wont be fully cured or cross-linked and may break down during the printing run. Finally, if the delineation of image and non-image areas is pixilated, fuzzy, or lacking in acutance (edge sharpness or definition),
so will the image edges on the final print.
*Any text or other information should
be on the emulsion side of the positive and appear as you will want it to
look on the final print; the emulsion side of the positive is placed against
the stencil material during exposure.
**Projection exposure requires silver
film positives that are considerably smaller than the final size of the
print. Such positives must be of very good quality, as projection by its
nature enlarges imperfections. Computer-to-screen systems dont use artwork as weve defined it here. These systems either apply an image in inkjet wax directly to the stencil material (inkjet CTS) or utilize Texas Instruments digital light processing (DLP®) system to expose a screen pixel by pixel (digital direct exposure).
***The dark and clear areas of artwork can be measured on a densitometer. The opacity of the dark areas is referred to as D-max (maximum density) followed by the numeric densitometer reading. D-min refers to the minimum densitywhich
is a measure of the clarity of the artwork. D-max 4.0 is ideal for stencil
making, as it allows full exposure of non-image areas even if the artwork
medium is cloudy or fogged.